服务热线:15650312333

更新时间:2024-12-29 06:35:13 浏览次数:260 公司名称:聊城 金鸿耀工程材料有限公司



无论是在国内还是国外,北京止水铜片很多大型水工项目均是采用止水铜片作为重要的止水主要材料,有时也会在此基础上,加填沥青麻丝,或者辅以橡胶止水等。但是我们都知道,在实际的施工过程中,我们无可避免的出现铜止水接头或止水铜片的接头。对于铜止水接头,我们重庆香银止水铜片公司建议采用搭接焊的方式。但是焊接的质量参差不齐,只要焊接过程中稍出现问题,将影响止水铜片的防水效果。因此,我们需对其防水效果进行检测,检测方式包含以下几种:
1. 煤油渗透检查
采用将煤油滴在止水铜片的焊缝上,在另一边撒上干石灰或者说是粉笔灰,静放一段时间,然后观察另一边的干石灰是否被浸湿。如发现有渗漏情况,便用马克笔或其他东西做好标记,需要进行重新补焊。
2. 抗拉强度检查
接头的抗拉强度检测要求不低于母材的80%为合格,这个需要科学性的检测。但无论是外观检查还是科学检测,均是为了保证防水建筑的性、可靠性,使防水工程更加科学化,规范化。
3.肉眼外观质量检查
焊接完成后,采用目测或量测检查焊缝是否平整,光洁,有无砂眼,锈斑等。
一、止水铜带之间的连接
止水铜带连接方式采用搭接焊接焊接时采用紫铜焊条气焊北京止水铜片双面焊接.气焊应预热预热温度约为400℃~500℃气焊时使用硼酸盐、卤化物或二者的混合物作为焊剂焰心离开工作表面的距离应保持在2mm~4mm焊后沿焊缝两侧100mm范围内进行热锤击.水平止水之间连接时搭接长度大于20mm水平紫铜片与垂直紫铜片连接时搭接长度大于70mm.焊接接头应保证表面光滑、无孔洞和缝隙、并检查是否有漏焊、欠焊等缺陷保证紫铜止水不漏水.
二、紫铜止水与橡胶止水的连接
紫铜止水与橡胶止水的连接一般为垂直连接连接方法采用氯丁胶粘接粘接长度大于70mm粘接前将橡胶止水的凸起割掉形成平面用手挫打毛然后将粘接面涂上氯丁胶进行粘接粘接必须牢固防止裂缝.粘接后将表面用螺栓加铁板进行固定.
铜止水作为水工项目中影响整个项目的重要环节,其质量是整个项目进场检查中的重中之重。进场检查时,需要关注止水铜片是否由紫铜加工生产而成。(由于紫铜止水材料昂贵,不乏有人以铜包钢的形式滥竽充数)检查方法可以直接用磁铁或者通过划痕的形式检验。其次便是检查宽度、厚度以及铜鼻子、止水铜片立腿等尺寸是否符合设计标准。
在购买止水铜片的时候,直接在质量有保证的企业购买,便可省去不少的检查及麻烦。重庆融能公司提供的止水铜片,公司专业加工生产,可提供质检报告以及质量保。
止水铜片公司生产的紫铜止水片、北京止水铜片止水铜片销往全国各地,我们公司是没有自己的物流公司的,所以我们都是通过其他物流公司,将我们生产的止水铜片运往全国各地。而选择什么物流公司,都可以由客户自己选择决定,公司可以负责将加工好的止水铜片产品运往相应的物流公司。由于我们也是请人运送,因此这其中会产生少量费用。而物流费用,由物流公司直接收取,我们公司不会收取任何物流费用。要弄清楚止水铜片设置在什么地方,首先就需要知道为什么会设置安装止水铜片。如果各建筑体混凝土坝都能同时完工,即 所有混凝土施工都可以成为一个整体,因为混凝土本身施工密实,是不存在漏水的情况的,所以这种情况不需要设置止水铜片、止水缝等。但是,任何建筑体,只要稍微大一点,在施工的时候,肯定会存在施工的先后,不可能同时完成。那么,先施工的坝体混凝土已经凝固,那么新施工的坝体与已经凝固的混凝土之间肯定会形成一个裂缝,与已经凝固好的混凝土坝不能融为一体,咬合密实。如果这样,在水流通过的时候,水肯定可以通过这条缝渗透。要避免这种情况发生,就需要向方法防止水从这里发生渗漏,于是就在这里设置止水铜片或橡胶止水等。因此,止水铜片等止水材料均是设置在施工缝中间,即各施工段的连接处。也只有这样,才能起到防水的效果。
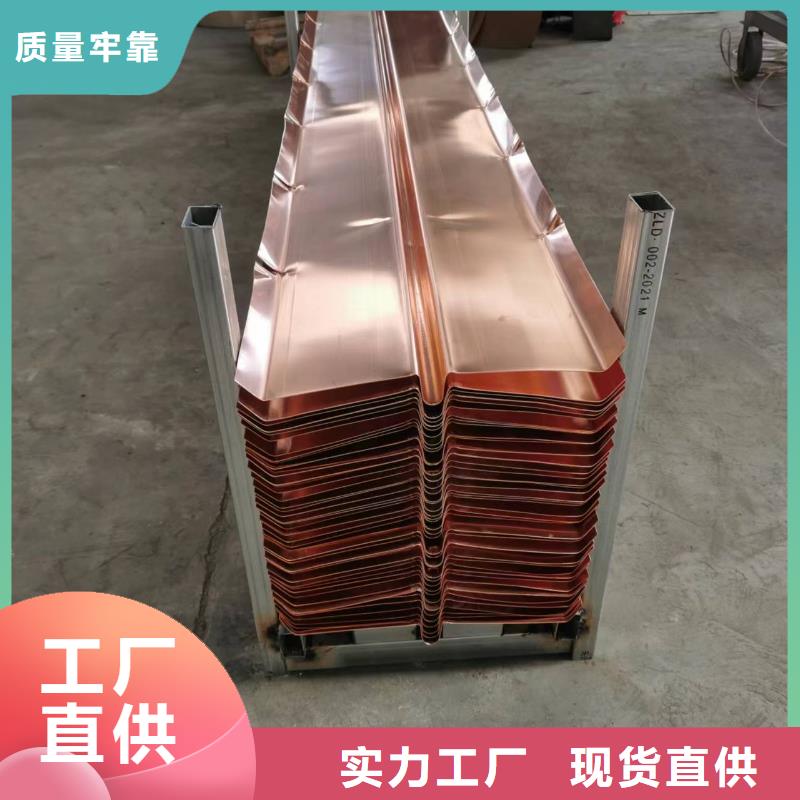
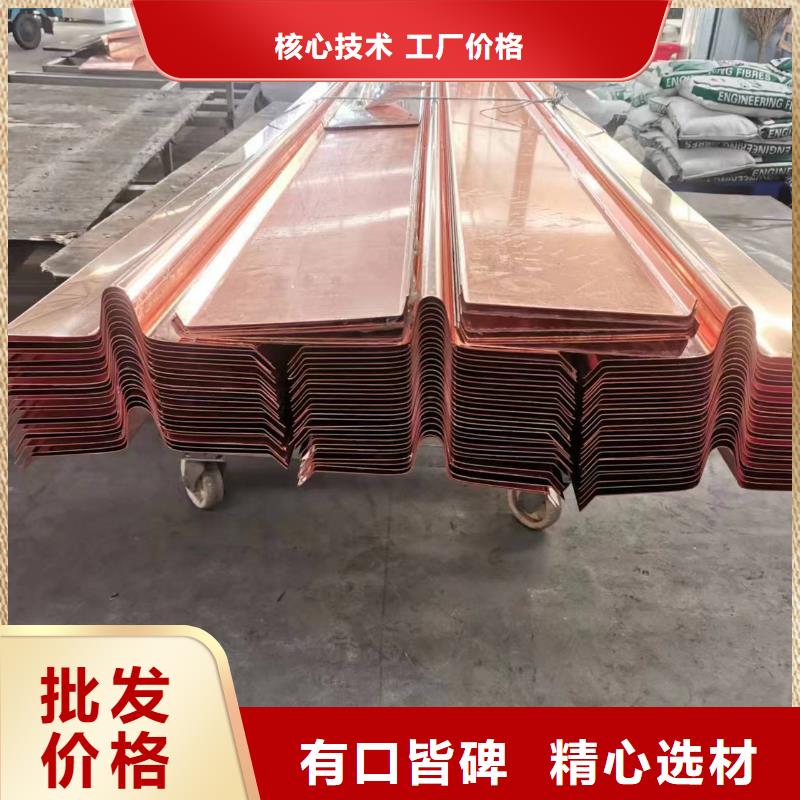
紫铜止水北京止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。
紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。
气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。
1)搭接焊工艺
① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。
② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。
2)施焊操作要点
气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。
氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。
点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。
火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。
调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,